Pričvršćivači pripadaju općim osnovnim dijelovima, koji se obično nazivaju i "standardni dijelovi".Za neke pričvrsne elemente visoke čvrstoće i preciznosti, površinska obrada je čak važnija od termičke obrade.Sve vrste pričvršćivača koji se koriste u velikom broju mehaničke opreme, gotovo sve je potrebno montirati nakon površinske obrade, kako bi se postigla antikorozija, dekoracija, otpornost na habanje, smanjio koeficijent trenja i drugi efekti, a neorganska površinska obrada elektrogalvanizacija i vruće cinkovanje je tehnologija katodne zaštite.
Princip elektrogalvanizacije čeličnih pričvrsnih proizvoda je upotreba elektrolize, formiranje jednolikog, gustog, dobro kombinovanog sloja taloženja metala ili legure na površini radnog komada, formiranje sloja prevlake na površini čelika, kako bi se postići zaštitu čelika od korozije procesa.Stoga je elektrogalvanizirani premaz usmjereno kretanje od pozitivne elektrode do negativne elektrode pomoću struje.Zn2+ u elektrolitu stvara jezgru, raste i taloži se na podlogu pod dejstvom potencijala da bi se formirao pocinkovani sloj.U ovom procesu nema procesa difuzije između cinka i željeza.Iz mikroskopskog posmatranja, to mora biti čisti sloj cinka.U suštini, toplo pocinkovani sloj legure gvožđa i cinka i sloj čistog cinka, a pocinkovani samo sloj čistog sloja cinka, tako da se sloj legure gvožđa i cinka od premaza uglavnom zasniva na identifikaciji metode premaza, pogodnog za pocinčani zatvarači, čelična žica, čelične cijevi i drugi proizvodi.Metalografska metoda i XRD metoda se koriste za detekciju premaza za razlikovanje elektrogalvanizacije i vrućeg pocinčavanja i za davanje smjernica za analizu kvarova.
Postoje dvije metode za identifikaciju premaza za elektrogalvanizaciju i vruće pocinčavanje.Jedna je metalografska metoda: metalografska metoda nije ograničena opsegom sadržaja i veličinom uzorka, te je pogodna za sve proizvode za elektrogalvanizaciju i vruće cinkovanje.Druga je metoda difrakcije rendgenskih zraka: primjenjiva na prečnik više od 5 mm zavrtnja i matica u heksagonalnoj ravni;Vanjski promjer je veći od 8 mm čelične cijevi površine radijana proizvoda, kako bi se osiguralo da se uzorak može napraviti u minimalnu veličinu ravnog uzorka površine 5 mm × 5 mm i svih vrsta proizvoda za premazivanje.Može potvrditi kristalnu strukturu sloja sa sadržajem ≥5% faze.Uzorci sa vrlo gustim naslagama čistog cinka nisu pogodni za difrakciju X zraka.
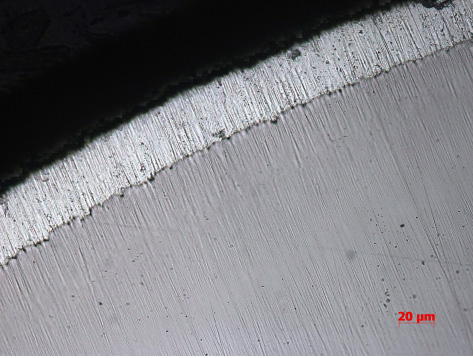
elektrogalvanizacija

premazi za toplo cinkovanje
Vrijeme objave: Sep-15-2022